Nitrided Screw Barrel
Inquiry Now
100% Adhesive wear resistant nitrided screw barrel
Our Screw Barrel are made of MSSSPL EN41B (Musco) Nitrite Alloy Steel, or 41CrMoAl7 equivalent Germany or China Imported.
38CrMoAlA, 33CrMoAl4 and other nitriding steel also available as per request.
We use world's top grade Nitriding Alloy Steel as base materials in all Plastics industry standard feed screw & barrels.
Liquid and Plasma Nitriding option is also available, need to mention in P.O.
Production range: From 32 to 300 mm x up to length 6000 mm (in one piece).
Parameters of nitrided layer: Thickness from 0.5 to 0.7 mm, hardness ~ 60-70 HRC ~ 1000 HV.
Production time:Within 4 weeks depending on the complexity of the part
Nitriding process: The principle of nitriding process is based on penetration of atomic nitrogen into the peripheral steel layer with the temperature of 550 C and it causes increasing the peripheral toughness by formation of nitrites and by depositing the nitrided atom in areas between grids which causes grid tension. The peripheral zone consisting of a diffuse zone and an interface layer has high toughness, good wear resistance, increased fatigue limit and increased corrosion resistance.
Nitriding is a case hardening process for steel material.
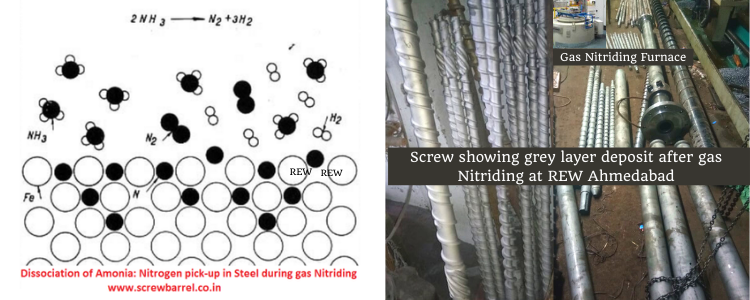
Gas nitriding is a surface hardening process, where nitrogen is added to the surface of steel parts using dissociated ammonia as the source. Gas nitriding develops a very hard case in a component at relatively low temperature, without the need for quenching.
Nitriding is carried out at temperatures below the transformation temperature of alloy steels, so that with proper manufacturing techniques, there is little or no distortion as a result of the process. Parts to be nitrided are heat treated to the proper strength level, and final machined. The parts are then exposed to active nitrogen at a carefully controlled temperature, typically in the range of 500 c to 530 c.
As a result, a very high strength product with extremely good wear resistance can be produced, with little or no dimensional change.
The components to be nitrided are often stress relieved prior to final machining so that the only size changes observed are growth of about .01 mm. In some cases, nitrided components are surface ground after nitriding to remove the most outermost brittle layer produced by the process, or to bring parts into a tight tolerance.
| Steel | Surface Hardness after gas nitriding (HRC) | Depth (mm) |
| Cast Iron | File hard | 0.0508 -0.254 |
| En19 equivalent 42CrMo4, 25CrMo4, 34CrMo4 | 52-58 | 0.2032 -0.6096 |
| 4340, En41b, 41CrMoAl7, 38CrMoAlA | 60-65 | 0.2032 - 0.7023 |
| 132M | 67-71 | 0.2032 - 0.508 |
| P20 | 57-62 | 0.2032 - 0.508 |
| A-2, D-2 | 65-70 | 0.127 - 0.254 |
| H13, S-7 | 67-71 | 0.1016 -0.3048 |
| M-2, M-4, M-42 | 69-72 | 0.0127 -0.0508 |
| 304, 316, SST | 62-66 | 0.0 |
Read about Bimetallic Screw Barrel
Gallery